

變頻器擺頻功能在細紗機上的應用方案
工藝要求:
為了使紗錠沒有鼓包、平整如一,必須在槽筒電動機上增加擺頻功能。這是因為紗錠成型過程是由2個獨立的運動疊加而成的:恒速旋轉運動和往復運動。通過2個運動的疊加,紗線在低筒表面形成菱形網狀運動軌跡。如果2個運動都是勻速運動,則勢必在紗線相交處形成鼓包。如欲打亂每層的交點,可使往復運動的速度時時變化,即增加擺頻功能,則這一問題就能得到圓滿解決。
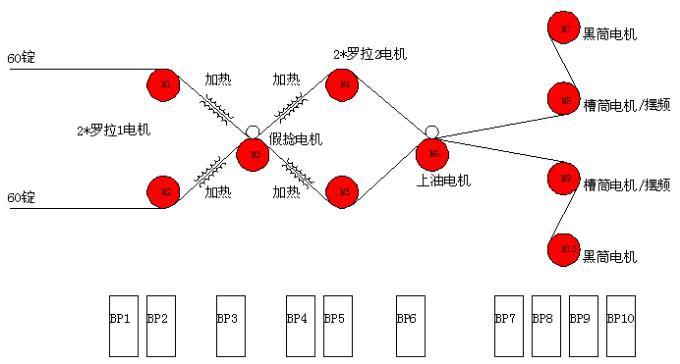
見下圖所示,120根人造纖維絲線分成兩組,每組各60根,通過羅拉1的牽引力使60個紗錠自由放線。經過加熱、假捻、再加熱工藝后,由羅拉2牽引至下道工藝,經過給假捻后的紗線進行上油工藝后,將紗線繞制成最有利于放線運動的的120個紗錠,為后續深加工提供優質半成品。
系統配置:
1、10臺變頻器分別控制10臺電機。
2、變頻器選用江特DV10系統通用變頻器。
3、變頻器18.5kW及以下內置制動單元,需要外接制動電阻。
4、變頻器運行曲線十段可設定,多組優化曲線設定,成組調用。
5、可接收脈沖信號,設計半徑計長。
6、定長設定,班產、計長/時間值查詢。
7、10臺電動機均使用380V三相異步電動機且同步啟動,變頻器1-7、10普通運行,控制端子FWD啟動,正轉運行,啟動加速時間1為5.0S,運行頻率為30Hz,變頻器8、9為擺頻運行,控制端子FWD啟動,正轉運行,預置運行頻率15Hz, 中心頻率為30Hz,擺頻上限頻率為45Hz,下限頻率為15Hz,突跳頻率為0,啟動加速時間1為5.0S,控制端子DI1手動隨機投入擺頻,三角波上升時間為5.0S,擺頻周期10.0S。
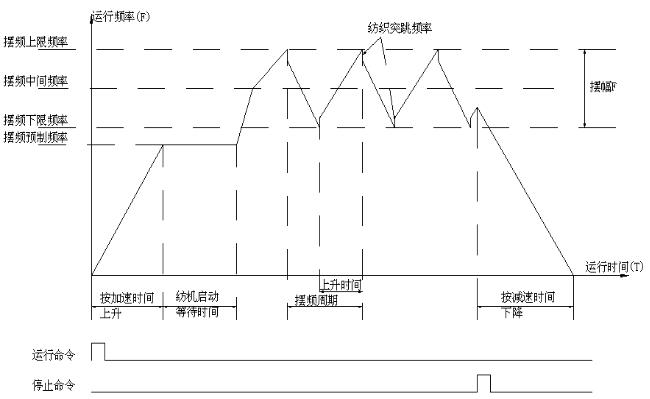 運行周期圖
運行周期圖
此外:由于程序在驅動器中運行,所有的數據均是在驅動器中交換存儲,不需要與外部控制器進行數據交換。運行速度很快,在一定程度上提高了驅動器的響應速度,使控制更精確。由于程序是在驅動器中,程序中的各個拐點的頻率均可以通過相應的驅動器參數來設置,包括三角波的上升和下降的斜率也可以通過改變驅動器的加減速時間來改變。這樣針對不同的纖維材料和不同的紗錠大小,用戶只需根據需要設定對應的應用參數就可以實現,而不用增加額外的投入。
針對紗線易斷的特點,有必要在應用程序中增加斷線保護。當檢測到紗錠上的線斷了,這時應該讓驅動器停止,處理斷線。驅動器自帶可編程輸入端子,將斷線檢測傳感器的信號輸入到可編程輸入端子,驅動器讀取該信號,將其寫入控制程序。一旦檢測到斷線,控制程序控制驅動器停止輸出,并在驅動器面板上顯示一個故障代碼,表示斷線,需要處理。另外,驅動器自帶一個RS-485通信接口,可以與上位機等監控設備連接,輕松實現對設備的遠程監控。
系統優點:
1、使得系統簡單易維護,操作簡單靈活。
2、故障率低,大大提高了設備的使用效率。
3、而且投入相對較少,完全可取代原機械擺頻機構,大大減化了設備結構。
應用領域:
紡織行業的清棉機、梳棉機、條卷機、精梳機、并條機以及粗紗機、絡筒機等,印染行業的布夾絲光機、直輥絲光機等。